

Rissprüfung


Bauteilgrösse: Ø 200x900 / max. Gewicht: 250 KG
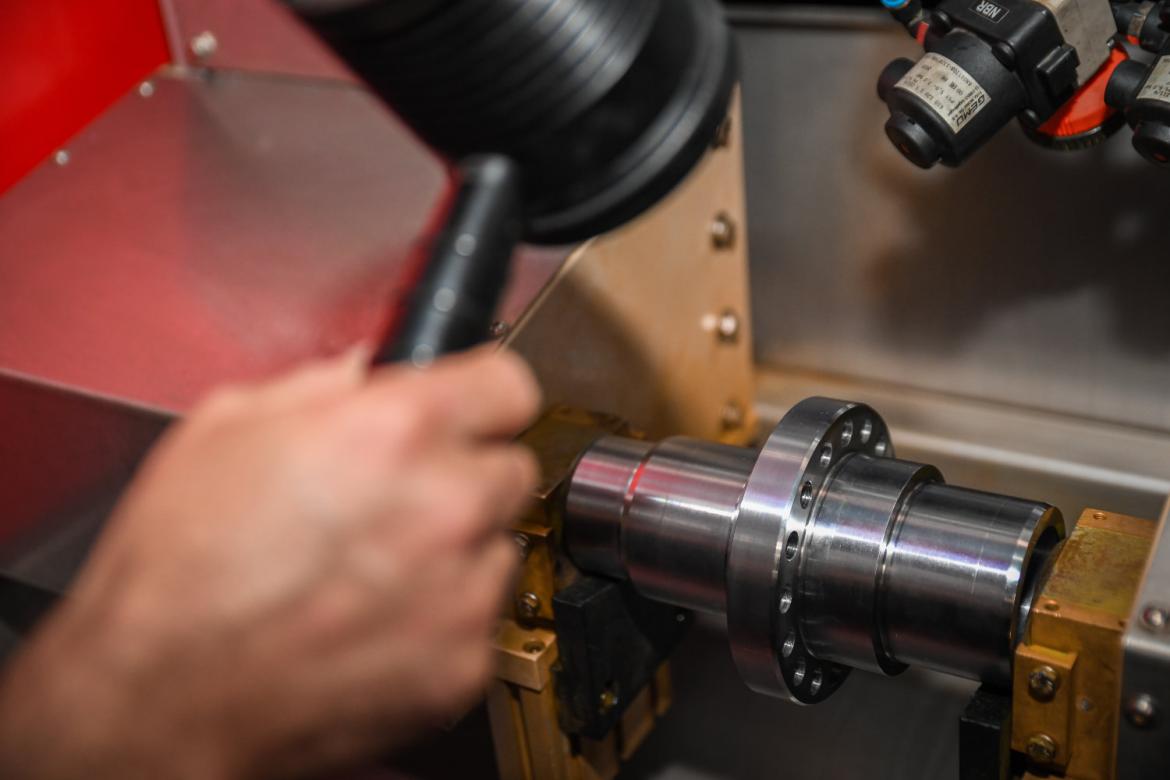
Die Magnetpulverrissprüfung von magnetisierbaren Metallteilen, meistens aus Stahl und seltener aus Nickel oder Kobalt, ist in Fachkreisen als äußerst zuverlässiges Verfahren anerkannt. Für die Prüfung muss das Werkstück magnetisiert werden. Bei großen Werkstücken, bei denen eine vollständige Magnetisierung nicht möglich ist, erfolgt die Magnetisierung nur in den zu prüfenden Teilbereichen.
Stromdurchflutung: Je nach Prüfaufgabe müssen jedoch auch Risse in Längsrichtung des Bauteils erkannt werden. Hierzu wird eine zweite Art der Magnetisierung verwendet, die als Stromdurchflutung bezeichnet wird. Bei der Stromdurchflutung durchfließt ein Strom das zu prüfende Werkstück, wodurch ein ringförmiges Magnetfeld erzeugt wird. Auf diese Weise können Längsrisse im Prüfkörper erkannt werden.
Felddurchflutung: Wenn ein Bauteil mit einem Magnetfeld, normalerweise in Längsrichtung, beeinflusst wird, spricht man von der sogenannten Felddurchflutung. Mithilfe einer oder mehrerer stromdurchflossener Spulen wird in einem U-förmigen Eisenjoch ein Magnetfeld erzeugt, und das Werkstück wird in diesem Eisenjoch eingespannt. Dadurch entsteht ein Magnetfeld in Längsrichtung zum Bauteil. Quer dazu liegende Risse, sogenannte Querrisse, führen zu einem Streufluss und werden angezeigt.
Vorteile der Magnetpulverrissprüfung:
-
Höchste Empfindlichkeit für Oberflächenrisse, auch bei komplizierter Werkstückgeometrie und unbearbeiteter Oberfläche
-
Klare, reproduzierbare Rissanzeigen
-
Nachweis von verdeckten Rissen dicht unterhalb der Oberfläche
.webp)
{kind=link}
{kind=link}